



迎朔金属制品(上海)有限公司
联系人:陈晴(业务经理)
手机:18930439626(询价) 13636467891(技术咨询)
电话:021-57652330
公司传真:021-59750616
电子邮箱:yingshuojinshu@163.com
公司地址:上海市松江区北松公路5178弄15-16号厂房
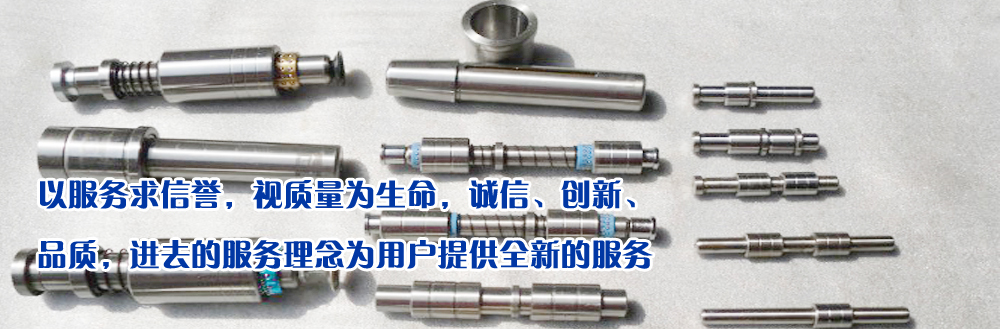
镶件
 冲针的使用方法:
冲针的使用方法:
1.“淬火+回火”状态下使用
2.“淬火+冷处理+回火”状态下使用(适于高精度与尺寸稳定要求)
3.“淬火+回火+氮化处理”状态下使用(适于表面高硬度要求)
4. 深冷处理 为获得最高硬度和尺寸稳定性,模具在淬火后立即深冷-70至-80℃,保持3-4小时,然后再回火处理,经深冷处理的工具或模具硬度比常规热处理硬度高1-3HRC。 形状复杂和尺寸变化较大的零件,深冷处理有产生开裂的危险。
5. 氮化处理 模具或工件氮化处理后,表面形成一层具有很高硬度和一定耐蚀性的硬化组织。
6. 在525℃氮化的处理,工件表面硬度约为1250HV,氮化时间对渗层影响如下表所示。氮化时间(小时) 20 30 60 渗氮层深度mm 0.25 0.30 0.35
7.在570℃软氮化处理,工件表层硬度约为950HV。通常软氮化处理2小时,硬化层深度可达到10-20um. 磨削加工模坯或工作在低温回火状态,磨削容易产生磨削开裂。为防止裂纹发生应采取小的磨削进给量多次磨削,同时辅加良好的水冷条件。